注塑导光板胶框工艺(导光板的制作工艺流程)
 摘要:
导光板主要材料为光学压克力板,其化学名称是甲基丙烯酸甲脂,它的比重是每立方米1190kg,透明压克力板材具有很高的透光率,扩冲击能力强,应用非常广泛,.PC a. 光学级料Poly...
摘要:
导光板主要材料为光学压克力板,其化学名称是甲基丙烯酸甲脂,它的比重是每立方米1190kg,透明压克力板材具有很高的透光率,扩冲击能力强,应用非常广泛,.PC a. 光学级料Poly... 本篇目录:
导光板一般是用什么材料做的?
导光板主要材料为光学压克力(PMMA)板,其化学名称是甲基丙烯酸甲脂,它的比重是每立方米1190kg。透明压克力板材具有很高的透光率,扩冲击能力强,应用非常广泛。
.PC a. 光学级料Polycarbonate(简称PC)聚碳酸酯:温度不能超过80°(热变形温度92度),俗称:亚克力).塑胶类材料. 光学级PMMA(聚甲基丙烯酸甲酯;透光率稍低(3mm厚度时穿透率89%左右)。

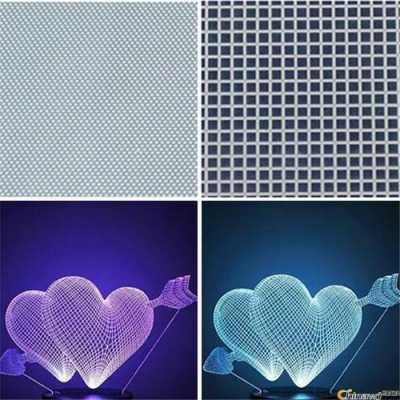
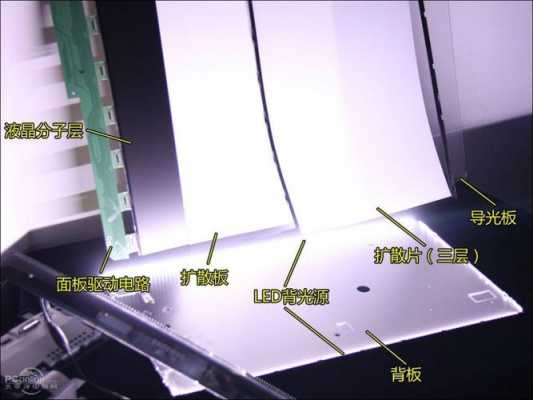
导光板的构成其实是利用光学级的亚克力/PC板材,然后用具有极高反射率并且不吸光的高科技材料,在光学级的亚克力板材底面用UV网版印刷技术印上导光点,回归正题,我们来介绍它其中的构成以及使用原理。
注塑透明导光板有气纹该怎么调机解决
调整注塑机参数。注塑机的压力、速度、温度等参数都会影响注塑产品的质量。对于气痕问题,一般需要适当提高注塑机的压力,增加注塑时间,以便在填充过程中将气体排出。
一.改模法如果模具和注塑件的外型允许,可以在模具的小空腔位置增加一只排气针。在射胶的时候,空腔内的空气很容易通过排气针向模具外排出,从而避免了小凸台根部气纹的产生。
注塑机调气纹的技巧有以下:模具透明法 此法是将射胶时间一秒一秒增加,每增加一秒啤一啤,然后将每一啤未走齐的啤件按顺序排列起来,这样就可以很清楚地看到熔胶的充型过程,直到充满型腔为止。

有皱纹:一般发生在入水厚的产品上,建议注射速度尽可能放慢,保压时间延长和加大保压压力。有气纹:一般是因为前冷料错位造成的。建议采用一级慢---二级快的调机方法。
气体来不及排出。处理方法:减少材料的气化,增加模具的排气。水纹的产生原理:填充流动性不够,填充过程中,还没完全充满型腔,材料就已冷却固化。处理方法:提高模具温度,增加射出速度,增加射出和保持压力,提高材料温度。
注塑产品上出现气纹怎么解决的解决方法:适当提高料筒温度,使气体容易逸出,但PC/ABS塑料温度不能超过270℃,防止高温分解,影响PC/ABS塑料性能。适当降低注射压力、注射速度,使气体有充分时间排出。
室内灯箱介绍以及制作
1、刻好的内容除了字以外的即时贴揭掉,把文字内容部分贴在铝塑板上,一般做电子灯箱都是选用黑色的3mm铝塑板。

2、首先做模具,灯箱片只在3厘米以内厚度,制作模具只需将阴阳模打磨下边就可以脱模了,灯箱片高于3厘米厚度的,就必须要将阳模制作成上小下大的形状才好脱模。
3、光源:日光灯管两套。面板:有机玻璃色板或pvc色板。支架:三角铁架。制作工具 电钻、十字改锥、镙钉、钢锯、木锯、铲锤、手钳、小钉、乳胶、勾刀、钢丝锯、有机玻璃胶。
到此,以上就是小编对于导光板的制作工艺流程的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。