注塑件导光板工位布局规范(导光板注塑机成型技术)
 摘要:
3、注塑机生产出来的导光板均匀性可以,但亮度达不到该怎么弄?...
摘要:
3、注塑机生产出来的导光板均匀性可以,但亮度达不到该怎么弄?... 本篇目录:
导光板注塑后产品表面有扇形怎么处理
对此,可适当降低注射速度或对注射速度采取慢,快,慢分级控制。模具的浇口应设置在厚壁部位或直接在壁侧设置浇口,浇口形式最好采用柄式,扇形或膜片式。也可适当扩大流道及浇口截面,减少流料的流动阻力。
升模温(主要是前模模温)。改变进胶口位置,使之更接近产生夹水纹的地方。加大进胶口(必要时可以用扇形或圆形都可)。在可能的前堤下提高料温。产品胶厚尽量均匀,转角处做尽可能大的R角。
提高模温 模温太低会使得料温下降太快,射压和保压不足以将冷凝的表皮紧压在模面上,留下融胶在流动方向的缩痕。提高模温,保持较高料温,射压和保压将冷凝层紧压在模面上,直到制品定型,流痕无由产生。
现在大多是都是:下方定模,上方为动模。换模后调模很简单,只用调节一两个接近开关的位置即可。在立式注塑机生产产品的过程中,每两个型号就会出现如此糟糕的情况。
塑料制品、模具、注塑机相关知识
1、着色剂着色剂可使塑料具有各种鲜艳、美观的颜色。常用有机染料和无机颜料作为着色剂。润滑剂润滑剂的作用是防止塑料在成型时不粘在金属模具上,同时可使塑料的表面光滑美观。常用的润滑剂有硬脂酸及其钙镁盐等。
2、注塑时,模具装夹在注塑机上,熔融塑料被注入成型模腔内,并在腔内冷却定型,然后上下模分开,经由顶出系统将制品从模腔顶出离开模具,最后模具再闭合进行下一次注塑,整个注塑过程是循环进行的。

3、注塑机又名注射成型机,将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,有立式、卧式、全电式。
4、注射模塑机(注塑机)有两个基本部件:用于熔融和把塑料送入模具的注射装置与合模装置。
5、注塑机又名注射成型机或注射机。它是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。
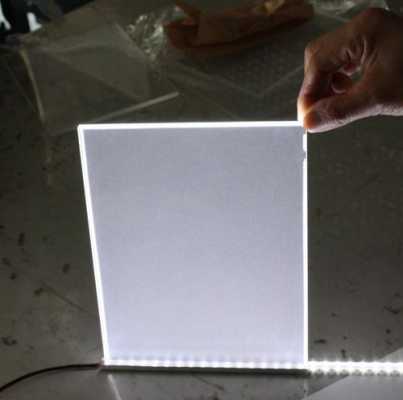
注塑机生产出来的导光板均匀性可以,但亮度达不到该怎么弄?
1、直发光面板灯在结构上和侧发光的区别是没有导光板。导光板(PMMA)一般导光率在93%左右, 直发光面板灯由于灯珠间隔比较大,所以灯珠和PC扩散板之间的距离必须比较大,这样在点亮的时候才不会形成暗区。

2、主要是网点设计和油墨比例有问题,东莞罡正实业有限公司生产的导光板亮度很高,而公司刚推出无丝印导光板,亮度更高,均匀性更好。
3、稳定光源原理稳定光源,即其输出光功率、波长及光谱宽度等特性(主要是光功率)应当是稳定不变的,当然,绝对稳定不变是不可能的,只是在给定的条件下(例如一定的环境、一定的时间范围内)其特性是相对稳定的。
到此,以上就是小编对于导光板注塑机成型技术的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。