导光板模具成型时间多久(导光板成型工艺)
 摘要:
4、改性塑料注塑成型周期介绍?...
摘要:
4、改性塑料注塑成型周期介绍?... 本篇目录:
关于注塑成形周期估算?
合模时间+射胶保压时间+冷却时间(含熔胶时间)+开模时间+抽芯时间+顶出时间+取件时间,预估每一个动作时间,加在一起就是产品周期时间。
如果要计算成型周期。先必须了解成型工艺:合模-注射--保压--冷却--开模-顶出-合模。最关键的计算冷却时间。
(Zt)成型周期 完成一次注射模塑过程所需的时间称成型周期,也称模塑周期。
非色差原因需调整立式注塑机工艺参数时,尽可能不改变注塑温度、背压、注塑周期及色母加入量。调整同时还需观察工艺参数改变对色泽的影响,如发现色差应及时调整。
改性塑料注塑成型周期介绍:完成一次改性塑料注塑成型过程所需的时间称成型周期,也叫模塑周期。它主要包括以下三个部分。
个。注塑周期62秒,即每分钟生产0.96个产品,1个小时生产58个,12个小时能生产696个商品。注塑是一种工业产品生产造型的方法,主要分为橡胶注塑、塑料注塑和成型注塑。

塑料注射到成型需要多长时间呢?
1、一般约为20~120s(特厚制品可高达510min)。保压时间的长短与料温、模温、主流道和浇口的大小有关,通常以制品收缩率波动范围最小的压力值为最优压力。
2、注塑制品的成型周期,即是完成一次注塑件生产所需要各动作程序的时间总和,约3分钟左右。注射充模时间一般为3到5s。保压时间一般约20到120s。冷却时间一般在30到120s范围内。共3分钟左右。
3、这个保压时间在全部注射时间中所占比例最大,一般为20~120s。注射制品形状简单、外形尺寸小,则保压时间短;注射制品形状复杂或较大型制件,其保压时间长。(2) 冷却定型时间。
4、注塑制品成型周期的长短对生产率设备利用率有直接影响。 所以,对成型周期中各动作程序时间的选择,在保证注塑制品质量的条件下,应该是越短越好。 (1) 注射时间 注射时间包括注射熔料充模时间和保压时间。

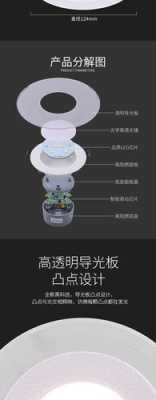
导光板的特点导光板的分类
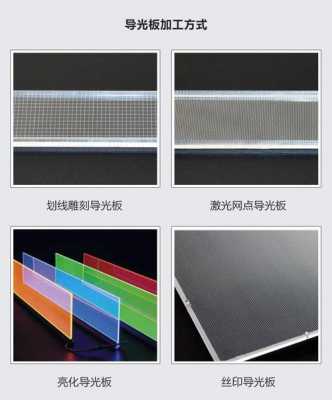
印刷式:导光板完成外形加工后,以印刷方式将网点印在反射面,又分为IR和UV两种。非印刷式:将网点在导光板成形时直接成形在反射面。又分为化学蚀刻(Etching)、精密机械刻画法 (V-cut)、光微影法(Stamper)、内部扩散。
均匀的光线分布电子书的导光板是由一系列的光学纤维组成的,这些纤维能够将光线均匀地分布到整个屏幕上。这样一来,用户阅读时就不会出现明暗不一的情况,从而保护眼睛,减少视觉疲劳。
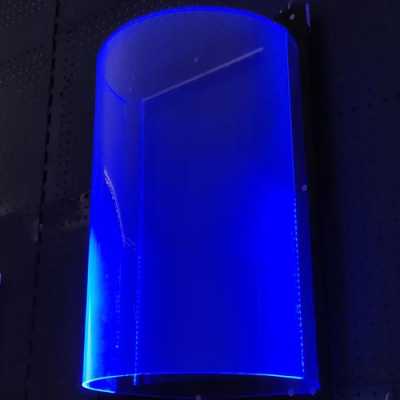
导光板:面板灯最大的特点就是侧发光,所谓的侧发光就是灯光从灯具的侧面,入射导光板,经过折射后从灯的正面出光。所以导光板也是面板灯的核心器件,如果没有它,面板灯无法正面发光。
产品采用光谱分析原理与脉冲激光雕刻技术,V-Cutting划线技术相结合并在恒温,恒湿,无尘的环境下制作而成,具有超薄亮度,导光均匀,节能环保,无暗区灯鲜明特点。
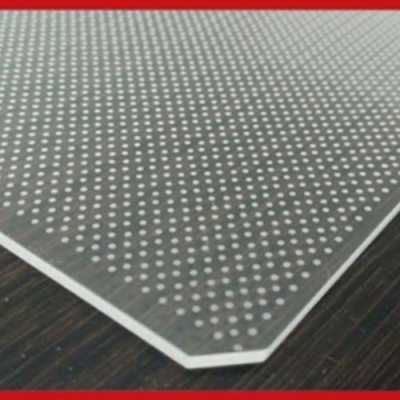
导光板(lightguideplate)是利用光学级的亚克力/PC板材,然后用具有极高反射率且不吸光的高科技材料,在光学级的亚克力板材底面用UV网版印刷技术印上导光点。
改性塑料注塑成型周期介绍?
1、一个注射成型周期内,模内压力和温度随时间的变化,根据不同的物料是完全不同的。我们常见的注射成型工艺,聚氨酯注射成型,PVC注射成型,EVA注射成型等。
2、注塑制品的成型周期,即是完成一次注塑件生产所需要各动作程序的时间总和。成型周期中的各程序动作时间包括注射时间、熔料进入模腔后的冷却时间和其它辅助时间。注射时间中包括注射充模时间和保压时间。
3、在整个成型周期中,以注射时间和冷却时间最重要,它们对制品的质量均有决定性的影响。注射时间中的充模时间直接反比于充模速率,生产中充模时间一般约为3~5秒。
4、非色差原因需调整立式注塑机工艺参数时,尽可能不改变注塑温度、背压、注塑周期及色母加入量。调整同时还需观察工艺参数改变对色泽的影响,如发现色差应及时调整。
5、如果要计算成型周期。先必须了解成型工艺:合模-注射--保压--冷却--开模-顶出-合模。最关键的计算冷却时间。
注塑机开合模时间多小正常
一般在十分钟至半小时 注塑机如何调模,方法如下:在设定注塑参数和设定开、锁模行程、模具保护压中应有一个理想的变速过程,确保模具安全运行。
另外,如果是从生产完一种产品转另一种产品生产(包括换模,调试,常规性能测试等),一般规定在2小时内完成。
开一副注塑模具一般要一个月左右。开注塑模具要注意:注意以下几点:塑料模具材料的后处理不需要,因为:塑料软,不需要硬度等什么特殊的要求,且热处理过程可能造成模具变形。
手机导光板,对注塑机和模具有什么要求?
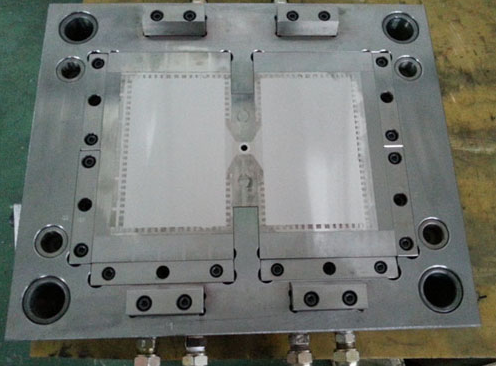
要求模具钢材材质纯净度高、组织细腻、耐磨性好、硬度要均匀(HRC50-54)、抛光镜面性好、防锈好。导光板网点模具不能有料纹、暗团、暗线、爆点等不良现象。结合上述要求只有S136和S136-D最适合。
就精密注塑而言,模具是用以取得符合质量要求的精密塑料制品的关键之一,精密注塑用的模具应切实符合制品尺寸、精度及形状的要求,模具材料应严格选取。
导光板喷砂利用喷砂的方法制作具有粗糙分布表面的模具,在注塑成型时将模具上的粗糙分布转印至导光板上,粗面越多的地方,散射能力越强,通过合理的调整表面的粗糙分布达到出光面的光线均匀分布。
外观要求高的透明零件所使用的注塑机不能使用其它有色原料;且需要无尘环境;相应的原料干燥等辅助设备也有较高要求。产品稳定性要求高的零件不要将注塑机换成稳定性更差的。
)注塑模设计时要考虑该模具是安装在哪种注塑机上使用,安装在注塑机上的各配合部位的尺寸,应符合所选用的设备规格。2)注塑模的开合模行程长度,所选用的注塑机应能满足要求。
导光板:PC(LC1500) 、PMMA PC材料的透光性能也不错,而且有韧性适合做薄的产品。 因PMMA制作的胶片亮点较多,而且不适合做薄的胶片,此材料已不使用。
到此,以上就是小编对于导光板成型工艺的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。