


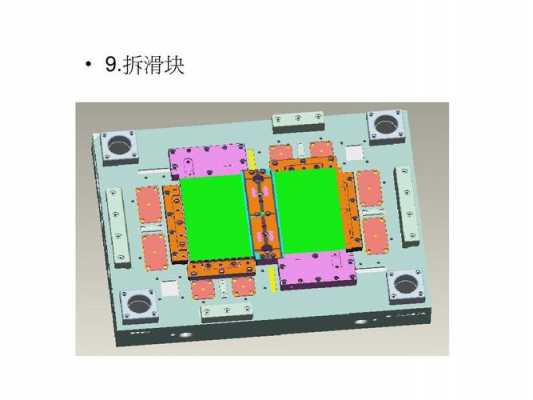
导光板压缩模具视频教程(导光板模具结构和工艺要求)
 摘要:
1、行位弹簧:压缩比=/自由长度 装模长度=自由长度-行程-预压,2、先说压缩比吧,30%的压缩比说明,自由状态100mm,最多可以压缩到70mm 如果定出距离25mm,L=F/0...
摘要:
1、行位弹簧:压缩比=/自由长度 装模长度=自由长度-行程-预压,2、先说压缩比吧,30%的压缩比说明,自由状态100mm,最多可以压缩到70mm 如果定出距离25mm,L=F/0... 本篇目录:
模具弹簧的压缩比怎么计算
1、行位弹簧:压缩比=(行程+预压)/自由长度 装模长度=自由长度-行程-预压。
2、先说压缩比吧,30%的压缩比说明,自由状态100mm,最多可以压缩到70mm 如果定出距离25mm,L=F/0.3,F=顶出+预压,一般预压为8~10mm。
3、弹簧压缩量的计算是k=Gd4/8nD3。G=剪切弹性模量MPa,psi(G值大小为:钢丝8000、不锈钢7200);d=线径mm,in;n=有效圈数;D=中心直径mm,in;k=弹簧系数N/mm,lb/in。
不溢料式压缩标准模具的使用方法
注射吹塑成型挤出吹塑成型拉伸吹塑薄膜涂覆热熔敷流化喷涂火焰喷涂静电喷涂等离子喷涂。挤出成型挤出成型也称挤压模塑或挤塑,它是在挤出机中通过加热、加压而使物料以流动状态连续通过口模成型的方法。
(2)确定正确的压铸参数。在确保铸件符合客户质量标准的前提下,应使压射速度、压射压力、合金温度最低。这样,有利于降低机器、模具负荷,降低故障,提高寿命。
“连续冲压加工时料条(废料) 将陆续离开模具内,其处理方式有两种:(A).利用卷料机卷取之,(B).利用模具切断装置将其细化。 又后者之方式有两种:(A).利用专用废料切断机(设置於冲压机械外部),(B).装设於连续模具最後工程之切断单元。
压缩模具的原理是什么?
1、压缩成型又称为压塑成型、压制成型等,是将粉状或松散粒状的固态塑料直接加入到模具中,通过加热、加压的方法使它们逐渐软化熔融,然后根据模腔形状成型,经固化成为塑件,主要用于成型热固性塑料,也可用于热塑性塑料。
2、压缩模具又称模压,是模塑料在闭合模腔内借助加压(一般尚须加热)的成型方法。通常,压缩模具适用于热固性塑料,如酚醛塑料、氨基塑料、不饱和聚酯塑料等。
3、其原理是利用抽真空盛开方法或压缩空气成型方法使固定在凹模或凸模上的塑料板、片,在加热软化的情况下变形而贴在模具的型腔上得到所需成型产品,主要用于一些日用品、食品、玩具类包装制品生产方面。
模具的压缩比怎样计算
:5。450平模颗粒的模孔直径是6mm,平模颗粒厚度是45mm责压缩比=6/45=1:5。模具(mújù),工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。
回针和顶杆:把顶杆板坐到底,从动模的上平面到顶杆板推板上面的尺寸,就是反顶杆的长度。回针弹簧:压缩比=(行程+预压)/自由长度=35%左右。装模长度=自由长度-预压=35%左右。
小直径段的孔径即为计算压缩比的孔径;对于压缩式阶梯孔和内锥形孔来说,这种情况比较特殊,一般把整个环模厚度作为模孔的有效长度,最小直径取小直径段的孔径,当然,这样计算出的环模压缩比的含义和前两种情况是有区别的。
(阶梯孔比有效的孔径直径要大0.8mm,阶梯孔是不算有效长度的))这样一是热处理防止开裂,而是环模出料的长度有保证。
计算板坏压缩比的公式为:板坏压缩比 = (原始板材厚度 - 压缩后板材厚度) / 原始板材厚度 其中,原始板材厚度是指板材在未经过压缩处理前的厚度,压缩后板材厚度是指板材在经过压缩处理后的厚度。
到此,以上就是小编对于导光板模具结构和工艺要求的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。







还没有评论,来说两句吧...