


导光板注塑亮度不均匀(导光板注塑机成型技术)
 摘要:
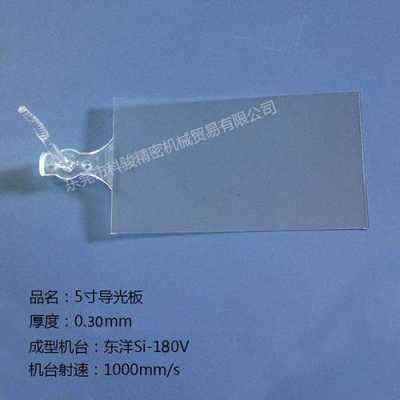
5、注塑机生产出来的导光板均匀性可以,但亮度达不到该怎么弄?...
摘要:
5、注塑机生产出来的导光板均匀性可以,但亮度达不到该怎么弄?... 本篇目录:
- 1、导光板的制作工艺有哪些
- 2、注塑透明PMMA导光条亮度不均匀是什么原因
- 3、厨房LED平板灯拆开重新封装后整体变暗,亮度不均匀:一条边很亮,向对...
- 4、LED平板灯导光板亮度不均的原因,帮忙分析
- 5、注塑机生产出来的导光板均匀性可以,但亮度达不到该怎么弄?
- 6、注塑成型工艺.关于塑胶透明部品出现白纹怎样处理?
导光板的制作工艺有哪些
使用寿命长。雕刻是物理性工艺,导光板的使用寿命长短主要和有机玻璃基材质量有关。印刷板往往不能长时间使用。例如北京地铁站使用了不到2年的印刷板超薄灯箱大部分已经出现导光率严重下降的问题。导光更均匀。
导光板的制作导光板如果只是一个平面,没有导柱和各种挡墙的结构,厚度在2MM以上,一般就可以采用切割压克力板,然后在上面丝印网点的方式制作,切割的方法有机械切割和激光切割。
PMMA透明导光板,目前生产时是需要添加POLYMSJ系列导光剂的。但是生产导光PMMA有两种工艺:热塑挤出机PMMA板材,这种是添加POLYMSJ的D-2系列导光粉,和PMMA塑料粒混合后挤出板材,板材外观透明,边缘有灯光,全板发光。
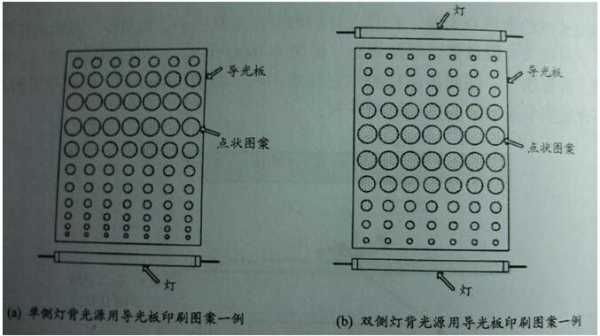
一般而言,传统的制造方法如下。网版印刷(screen printing)方式,在压克力平板上使用具“高反射率”且“不吸光”的材料,在导光板底面印上圆形或方形的图样。
注塑透明PMMA导光条亮度不均匀是什么原因
无论是PC料,还是PMMA料,变黄有注塑温度高塑胶过氧化变黄,或者导光板自身老化变黄。但是都会造成透明度降低。从而亮度降低。
(3)料温与模温偏低,必要时可用浇口局部加热办法。(4)加工压力过低、速度过慢、注射时间不足、背压不足,造成密实性差而使表面暗色。(5)塑料要充分塑化,但要防止料的降解,受热要稳定,冷却要充分,特别是厚壁的。

模具使用模温机,模具温度60-80度 适量提高螺杆温度。模具进料口尽量大些。5MM*5MM这么小的产品如果打外观模具进料口设计一定要合理。
塑料原料的选取 塑料原料的合理选取是提高塑料制品表面光洁度最基本的因素原料选取得好,则光泽度提高则容易;反之,则比较困难。
这是发生在产品表面或与嵌入物接触面的龟裂现象、从某个角度观察会闪烁发光。
厨房LED平板灯拆开重新封装后整体变暗,亮度不均匀:一条边很亮,向对...
1、LED平板灯亮度变暗,一般是因为LED光衰引起的。LED是恒流型元件,其通过的电流不能超过额定值。市售的LED灯为增加亮度,一般将LED的电流取的较大,这样在使用一段时间后LED会因为过热而提前老化,造成灯的亮度下降。
2、驱动器损坏。LED灯珠要求在直流低电压(20V以下)工作,但我们平时的市电是交流高电压(交流220V)。把市电变成灯珠需要的电,就需要一个装置,叫做“LED恒流驱动电源”。LED烧毁。
3、给你分析分析,突然变暗的原因有几种,驱动是不是阻容的?要是很便宜的LED平板灯便是阻容的,这种阻容驱动的灯具很便宜,是会随着电流的变换而变换亮度。灯珠是否光衰了,如果比原来的暗了许多那就是光衰。
LED平板灯导光板亮度不均的原因,帮忙分析
灯具采用的led灯珠的光效。输入不同的电流会让led有不同的光效,往往降低供电电流比满额供电光效更高。功率相同,光效高的亮度高;灯具内部led串并联形式。
装拆过程中,将(现在所见到的)亮度暗的那边灯条装斜了,没有正对导光板,导致灯珠发出的光线不能射到导光板上向发光方向扩散。然后,往前走,就到了对向的灯条发光区域,所以就有光线逐渐增强的感觉。
可能是灯珠的光效问题,不一样的电流会产生不一样的光效,在功率一样的情况下,光效越高亮度也越高。也可能是串联的问题,光效一样的情况下,并联多串联少,这样亮度会更低。
LED灯亮度不足大多是因为光衰,这是一些低质LED灯用了一段时间的通病,由于生产商使用了低质的LED芯片并且结构不合理,散热不佳,导致光衰严重,用不了多长时间就会变暗。光衰形成的亮度变暗是不能修理的,所以直接更换吧。
注塑机生产出来的导光板均匀性可以,但亮度达不到该怎么弄?
主要是网点设计和油墨比例有问题,东莞罡正实业有限公司生产的导光板亮度很高,而公司刚推出无丝印导光板,亮度更高,均匀性更好。
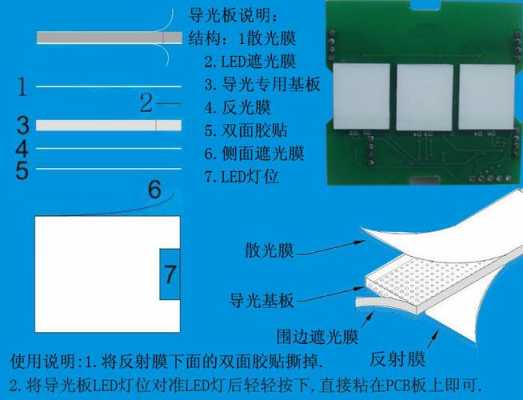
直发光面板灯在结构上和侧发光的区别是没有导光板。导光板(PMMA)一般导光率在93%左右, 直发光面板灯由于灯珠间隔比较大,所以灯珠和PC扩散板之间的距离必须比较大,这样在点亮的时候才不会形成暗区。
包括场致发光光源和发光二极管两种。 光纤通信技术中,进行光纤衰耗的测量,连接损耗的测量、活动连接器损耗以及光电器件或光收端机灵敏度的测量,光源是不可缺少的信号源。
但LED发光体侧置之后,光线要通过导光板引入,如果厂家的制造工艺水平不高,电视屏幕就会出现“四周亮,中间暗”的现象,随着使用时间的增长,屏幕中间发暗会越发严重。
注塑成型工艺.关于塑胶透明部品出现白纹怎样处理?
1、要改变这种状况,可以提高熔体和模具温度或者提高压力,同时增加保压时间也能够减少光泽差异的产生。制品的良好设计也能够减少光泽差异出现的几率。
2、降低保压,增加冷却时间;增加顶出系统,增大顶出面积(注意水路干涉);将模具型芯对产品脱模产生影响的部分进行调整(抛光)。产生原因:因为设计的壁厚不均,而导致冷却不均造成。
3、改性塑料注塑生产出现白点的表观,就是料头附近有未熔化的颗粒。对薄壁制品来说是不可能获得光滑的表面。
4、具体要根据产品不良来调整,最好有不良照片。变形,跟产品结构有关,单从注塑上来将,变形一方面是材料收缩,一方面是内应力。减小变形则从降低材料温度延长冷却时间(收缩方面),适当减小背压考虑(应力方面)。
5、在模具上的表面处理有:喷砂、晒纹、抛光、放电消光等;注塑成形后的产品表面处理有:电镀、喷油、印刷、水转印等。
6、注塑工艺干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。建议干燥条件为80~90C下最少干燥2小时。材料温度应保证小于0.1%。熔化温度:210~280C;建议温度:245C。模具温度:25~70C。
到此,以上就是小编对于导光板注塑机成型技术的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。





还没有评论,来说两句吧...