


导光板模具浇口拉丝周期长(导光板模具模仁要求)
 摘要:
模具型腔分布不衡、热流道走胶不平衡、模具平行度不够造成受力不平衡,而形成局部飞边,局部不满, 模具中活动构件、滑动型芯受力不平衡时会造成飞边,热流道模具水口处拉丝,说明流道温度偏高...
摘要:
模具型腔分布不衡、热流道走胶不平衡、模具平行度不够造成受力不平衡,而形成局部飞边,局部不满, 模具中活动构件、滑动型芯受力不平衡时会造成飞边,热流道模具水口处拉丝,说明流道温度偏高... 本篇目录:
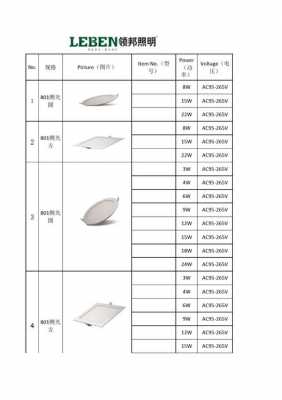
模具基本常识
模具结构基础知识如下:塑料在模具内流动的阻力大,如形状较复杂的成形会困难。设置圆角(R位)增加强度,使塑件不致变形或裂纹。
冲模压力中心的确定:冲压力合力的作用点称为模具的压力中心。模具的压力中心应该压力机滑块的中心线。
模具钳工基本知识有模具和模具制造基础、模具钳工技能和任务、安全和质量控制。 模具和模具制造基础:模具的定义和作用: 模具是一种用于制造产品的工具,通过在特定条件下将材料塑造成所需形状。
连续模具之主要模板有冲头固定板、压料板、母模板等等,其构造设计依冲压制品之精度、生产数量、模具之加工设备与加工方法、模具之维护保养方式等有三种形式:整块式、轭式、镶入式。
五金模具属于冷冲压模具,组装过程中应该注意的几个基本知识为;审图,真正的看懂图纸了解设计师的设计方按是最重要的,否则就是盲人摸象。
塑料模具一般可分为:注射成型模具,挤塑成型模具,气辅成型 模具等等。

热流道模具为什么会出现拉丝和飞边
模具型腔分布不衡、热流道走胶不平衡、模具平行度不够造成受力不平衡,而形成局部飞边,局部不满。 模具中活动构件、滑动型芯受力不平衡时会造成飞边。
热流道模具水口处拉丝,说明流道温度偏高一些,可以试着逐渐降低,降到既不影响产品质量又不拉丝可以了。表面拉丝处理是通过研磨产品在工件表面形成线纹,起到装饰效果的一种表面处理手段。
制品上有较多飞边 原因:注塑压力过高,温度过高,分模面平整质量差,锁模力不足, 模具底板或注塑机动模/定模板不平整。
汽车注塑件上面有拉丝的现象是怎么回事?怎么消除?
注塑时,胶口拉丝原因是:注塑加工中喷嘴孔径过粗易出现拉丝。解决方法:喷嘴孔换孔径细小些的,降低喷嘴温度,模具冷却温度。

加快开模速度,增大开模量 加快开模速度并增大开模量有时也可在一定程度上减少拉丝。更改喷嘴 更改喷嘴形状可减少拉丝。具体对策就是减少喷嘴和减小闭式喷嘴的孔径。有些成型机生产商有时也备有防拉丝喷嘴。
注塑胶口拉丝解决方法:喷嘴孔换孔径细小些的,降低喷嘴温度,模具冷却温度。注塑是一种工业产品生产造型的方法。产品通常使用橡胶注塑和塑料注塑。注塑还可分注塑成型模压法和压铸法。
abs塑料一般不会拉丝,注塑成型后有拉丝现象主要是喷咀孔径过大造成的,其次是加工时喷咀温度较低、保压时间过长等的影响,可以尝试修正这些影响因素看看。
到此,以上就是小编对于导光板模具模仁要求的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。




还没有评论,来说两句吧...