导光板注塑模具优化(导光板注塑工艺)
 摘要:
4、模具加工过程优化是什么呢?...
摘要:
4、模具加工过程优化是什么呢?... 本篇目录:
导光板注塑后产品表面有扇形怎么处理
1、工艺上:速度慢点,冲不过就压力大点。模具上:提高模具温度,哪边有气纹就加哪边的模温,一般在100度左右。如可以,改大点进胶口 材料:一定要记得烘干哦,没烘干也会出现气纹的。一定要看清楚是应力纹还是气纹哦。
2、升模温(主要是前模模温)。改变进胶口位置,使之更接近产生夹水纹的地方。加大进胶口(必要时可以用扇形或圆形都可)。在可能的前堤下提高料温。产品胶厚尽量均匀,转角处做尽可能大的R角。
3、:导光板在射出时,镜面模仁或带有网点面的钢板上有沙孔的话,射出才的导光板上就会有亮点(固定亮点),只要更换模仁或带有网点的钢板 就可以解决。
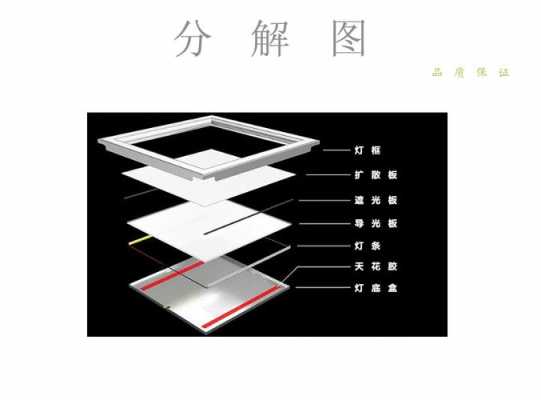
导光板是怎么做出来的?
1、利用光学级亚克力板材吸取从灯发出来的光在光学级亚克力板材表面的停留,当光线射到各个导光点时,反射光会往各个角度扩散,然后破坏反射条件由导光板正面射出。通过各种疏密、大小不一的导光点,可使导光板均匀发光。
2、导光板(lightguideplate)是利用光学级的亚克力/PC板材,然后用具有极高反射率且不吸光的高科技材料,在光学级的亚克力板材底面用UV网版印刷技术印上导光点。
3、是精密机械加工出来的注塑模具注塑出来的。在导光板上有许多凹凸不平的变化,通过边光效应保证一个或更多的发光二极管发出的光均匀漫散射。一般光刻出来模具精度达不到要求,要靠精密机械切削出来的模具。

4、当光从两侧光源进入导光板碰到反射点时,漫反射到导光板表面:另一部分是光直接穿透导光板到达表面。
注塑压模的解决办法?
料斗中有异物或有其他杂物会影响塑料注射成型效果,因此在生产过程中要注意检查料斗中是否有杂物。
只要安装了安祺模具监控器,保证你的模具不再压模,并保修两年,让你无后顾之忧。机器正常使用十年以上寿命。这个机器也将是给注塑业带来新的革命。解决了注塑业一直以来最头疼的问题。
任何方法都不能避免绝对不压模。只能是起保障作用。1电子眼是个比较好的方法,有产品掉落才有合模动作。2低压锁模也可以,给一定行程低压锁模,遇到合模有稍大压力时注塑机会自动开模,是最简便的方法。3使用机械手。

模具加工过程优化是什么呢?
1、磨削加工 模具在火、回火后一般要进行磨削加工,以降低表面粗糙度值。
2、改进和优化模具结构设计的最基本作用是要提高产品的质量和整体的生产效率。
3、也就是说在保证产品质量的前题下,才来保证模具的质量!模具的质量也就是(比如模具结构,强度,加工方法等)。
4、而模具设计软件的出现,为设计师提供了更高效、精确的设计工具,极大地提升了设计效率,优化了制造流程。三维建模 模具设计软件通常具备强大的三维建模功能,设计师可以通过简单的操作快速创建模具的三维模型。
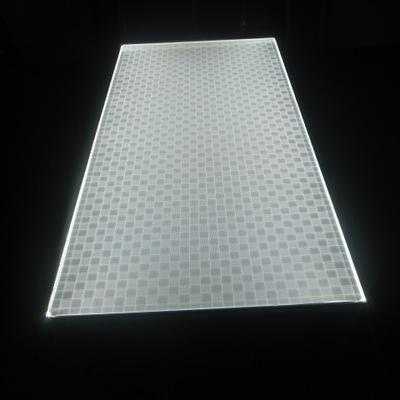
注塑机生产出来的导光板均匀性可以,但亮度达不到该怎么弄?
1、注塑机模具温度 模具温度直接影响最终制品的表面光亮度、熔接线及其强度等。
2、主要是网点设计和油墨比例有问题,东莞罡正实业有限公司生产的导光板亮度很高,而公司刚推出无丝印导光板,亮度更高,均匀性更好。
3、.射出成型形导光板成为主流 背光源模组中最核心技术为导光板的光学技术,目前主要有印刷形和射出成型形二种导光板形式,其它如射出成型加印刷,激光打点,腐蚀等占很少比例,不适合批量生产原则。
4、你这个不是压力达不到,而是在储料时螺杆打滑,还有就是进料口堵塞造成下料不及时或添加的次料颗粒太大。但如你所说应该是螺杆的问题占比例较大,建议拆螺杆来看看。
到此,以上就是小编对于导光板注塑工艺的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。